The current landscape of manufacturing industries is filled with a high competition where manufacturers are going neck to neck against each other. Due to enormous consumer demand, manufacturers are ramping up production and even obtaining new machinery.
As the manufacturing companies expand their production and scale-up, they would also require a greater workforce to complete tasks. Unfortunately, when it comes to tackling machines, humans are not the best.
Humans cannot monitor machines for several hours at a time for minute fluctuations and record readings. Humans are also very inefficient compared to mechanical machines and computers when it comes to repetitive tasks.
Unlike machines, humans have the tendency to get exhausted and are also very much prone to errors. This decreases the overall efficiency of the manufacturing unit. So, what is the solution to this challenge?
The answer is a Computerized Maintenance Management System (CMMS).
What Is A Computerized Maintenance Management System (CMMS)?
The Computerized Maintenance Management System (CMMS) was first introduced in 1965. Since then, it has radically changed the face of manufacturing in the world.
Maintenance practices and strategies have been continuously evolving as the years pass by, but the management tools remained largely the same. Most maintenance teams and maintenance engineers made extensive use of spreadsheets, pen and paper logbooks, and other conventional methods to meet their goals.
Unfortunately, with the degree of competition and the advancement in industrial automation, these conventional methods of asset maintenance just do not cut it anymore. The demand is higher than ever and the manufacturing units should be running as often as possible. That means equipment uptime is critical for business.
All of this adds up to more pressure on the maintenance teams.
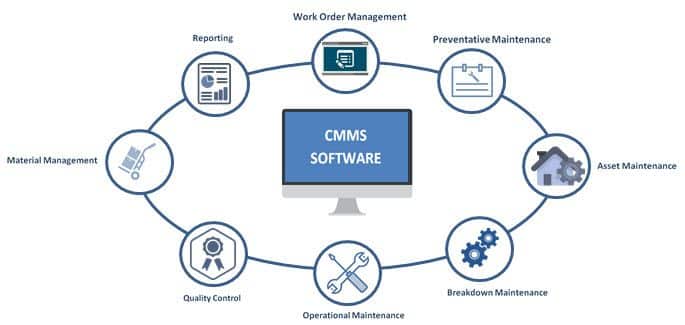
A CMMS is a very useful software that is used to:
- Schedule maintenance
- Organize maintenance
- Track maintenance
- Optimize maintenance
When CMMS first made its debut in 1965, it was a simple work order management system. But with strides in science and technology, the basic work order management system transformed into a powerful cloud-based Software as a Service (SaaS) solution called Computerized Maintenance Management Software (CMMS).
However, a manufacturing unit does not and should not use a CMMS tool right off the bat. The first thing to do is to calculate the Overall Equipment Effectiveness (OEE).
What Is OEE?
OEE stands for Overall Equipment Effectiveness. The calculation of the Overall Equipment Effectiveness answers two of the most profound questions for maintenance teams of manufacturing units:
- Is the equipment being used in an effective manner?
- What can be done to improve the equipment’s effectiveness?
The assets or machinery cannot provide value to the manufacturing unit if the following occur:
- Breakdowns
- Changeover losses
- Sudden stops
- Low speed
- Scrap production
- Start-up malfunctions
Breakdowns and changeover losses are those problems that typically occur when the machinery is given a different task, like producing a different product, after a period of time.
Sudden stops and low speeds come with performance issues. If the machine is running at a speed lesser than what it is designed for, then you could say that is not performing well.
Finally, we have start-up malfunctions and scrap products that cause a deterioration in quality.
All of the above can be classified as:
- Availability losses
- Performance losses
- Quality losses
The product of all three expressed in percentage is the Overall Equipment Effectiveness (OEE). Therefore, OEE is a number between 0% to 100%.
For a five start OEE rating, the OEE should amount to a minimum of 85%.
Calculating Overall Equipment Effectiveness (OEE)
As mentioned before, the Overall Equipment Effectiveness (OEE) is calculated based on:
- Availability – Are the machine operating?
- Performance – How fast are the assets running?
- Quality – How many products met the requirements?
The product of the percentage of all three will be our OEE.
Here is an Overall Equipment Effectiveness example. Assume;
- Availability = 85%
- Performance = 83%
- Quality = 75%
Then, OEE would be about 53%.
Calculating Availability Rate
The rate of availability corresponds to the time for which the machinery could, in ideal conditions, have run versus the time it ran in reality.
For example, if the machine runs for 6 hours in a 12-hour shift, then the rate would be 50%.
Calculating Performance Rate
The performance rate is similar to the availability rate. It is the output which the machine can deliver at 100% of its speed in theory versus what it delivers in reality.
For example, if the machine could have produced 10 products in a day at 100% speed, but produced only 9, then the performance rate would be 90%.
Calculating Quality Rate
Now that the machine has produced a certain number of products, the goal is to figure out how many of these meet the quality standards. The relationship between the number of products and the number of products produced that met the standards is the quality rate.
For example, if 95 out of 100 products meet the quality standards, the quality rate would be 95%.
Calculating OEE
Now, taking the product of all three percentages, we get the Overall Equipment Effectiveness (OEE) as 43%.
Therefore, in this example, the machine is running at about 43% Overall Equipment Effectiveness (OEE).
Now that you have successfully calculated OEE, what is the next step for your manufacturing unit? The answer is predictive maintenance using an effective CMMS tool like Limble CMMS.
Implementing Predictive Maintenance
Predictive Maintenace is every organization’s favorite approach to improve productivity while cutting costs.
With the onset of industry 4.0, a large fraction of the maintenance practices are becoming digital.
Predictive maintenance helps to improve the Overall Equipment Effectiveness (OEE) but monitoring assets in real-time and keeping maintenance engineers informed even when they are not actively monitoring.
It also reduces failures and repairs by pinpointing and helping correct flaws in machinery before they are aggravated.
It saves time and money for the manufacturing unit by:
- Increases equipment uptime
- Reduces operational costs
- Reduces maintenance costs
- Reduces repair frequency
- Enhances efficiency
- Uplifts business reputation
- Decreases breakdowns
To reap these benefits, learn how to implement predictive maintenance in your organization today!
Conclusion
Through regular monitoring of OEE and strategically implementing predictive maintenance, your organization can potentially save hundreds of thousands of dollars annually!